Molten wax is injected into metal dies to create accurate wax patterns.

Individual wax patterns are securely attached to a central runner, forming a "tree" structure ready for the investment casting process.

The wax assembly is repeatedly dipped in ceramic slurry and sand to build a strong shell.

The ceramic shell is heated or placed in an autoclave to melt and remove the wax. This leaves behind a precise, hollow mold ready to receive the molten metal.
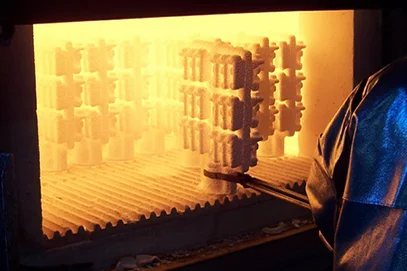
The ceramic shells are fired at high temperatures to eliminate residual moisture and volatile materials. This preheating process strengthens the mold and ensures it can withstand the thermal shock of the molten metal.

Molten metal is poured into the preheated ceramic shell.

After solidification, the ceramic shell is broken to retrieve the casting.

Gates and risers are cut from the individual castings.

Castings are heat treated to achieve required mechanical properties.
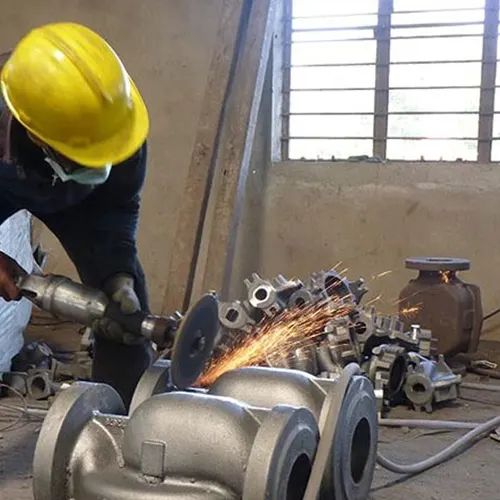
Surface cleaning, grinding, and finishing are carried out.

Castings are checked for defects and dimensional accuracy.

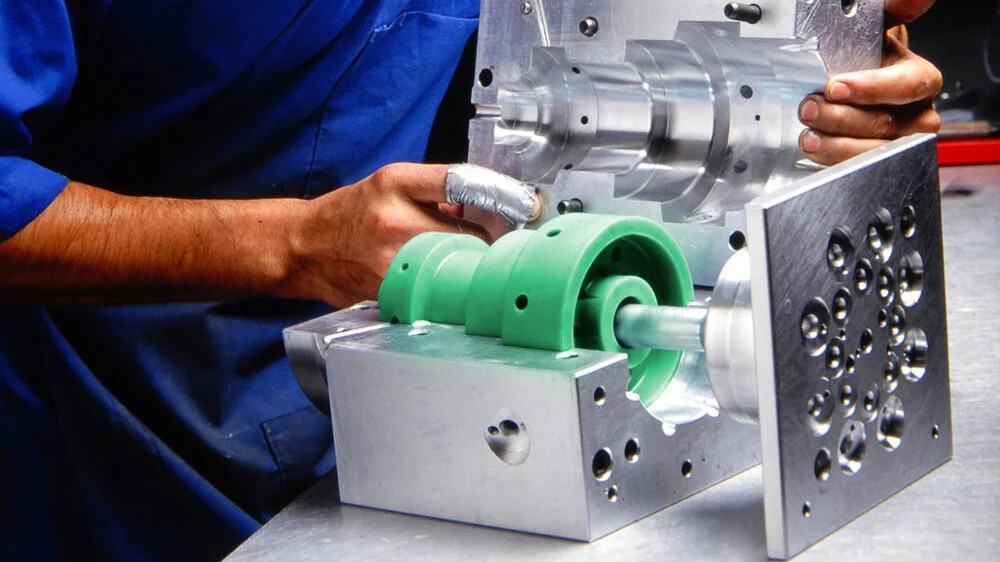
Post-casting components undergo final machining to achieve exact dimensions and strict engineering tolerances. This precision finishing ensures every part meets its specific functional requirements and surface standards.